Safe production of dry and powdered foods
Reliable fire and explosion protection tailored to the challenges you face as a food manufacturer is essential for the safety of your operations.
We offer a comprehensive product portfolio of fire and explosion protection components from a number of Europe’s leading manufacturers in the field. All our products are tested and approved to the highest safety standards by Europe’s leading testing bodies, including VdS and TÜV. Our explosion protection systems are also ATEX approved.
Get fire and explosion protection from an industry expert
Nextech has many years of experience in fire and explosion protection for the food industry, and can thus optimise the safety of any food enterprise. We sell some of the world’s most advanced and fastest fire detection, spark detection, spark extinguishing and explosion protection systems that automatically monitor your production plants and storage facilities, detecting sparks, embers and other ignition sources and, not least, extinguishing them before they can cause fire and explosion, or relieving explosions safely if they do occur.
The systems can be used in all types of food production and processing, and in each case we tailor a solution to suit the plant, the raw materials being processed and the forms of extinguishing – including gas, water or material flow diversion – that work optimally with minimal impact on the food products being produced. For example, we sell branch pipes for material flow diversion that are designed in stainless steel and approved for use in the food industry.
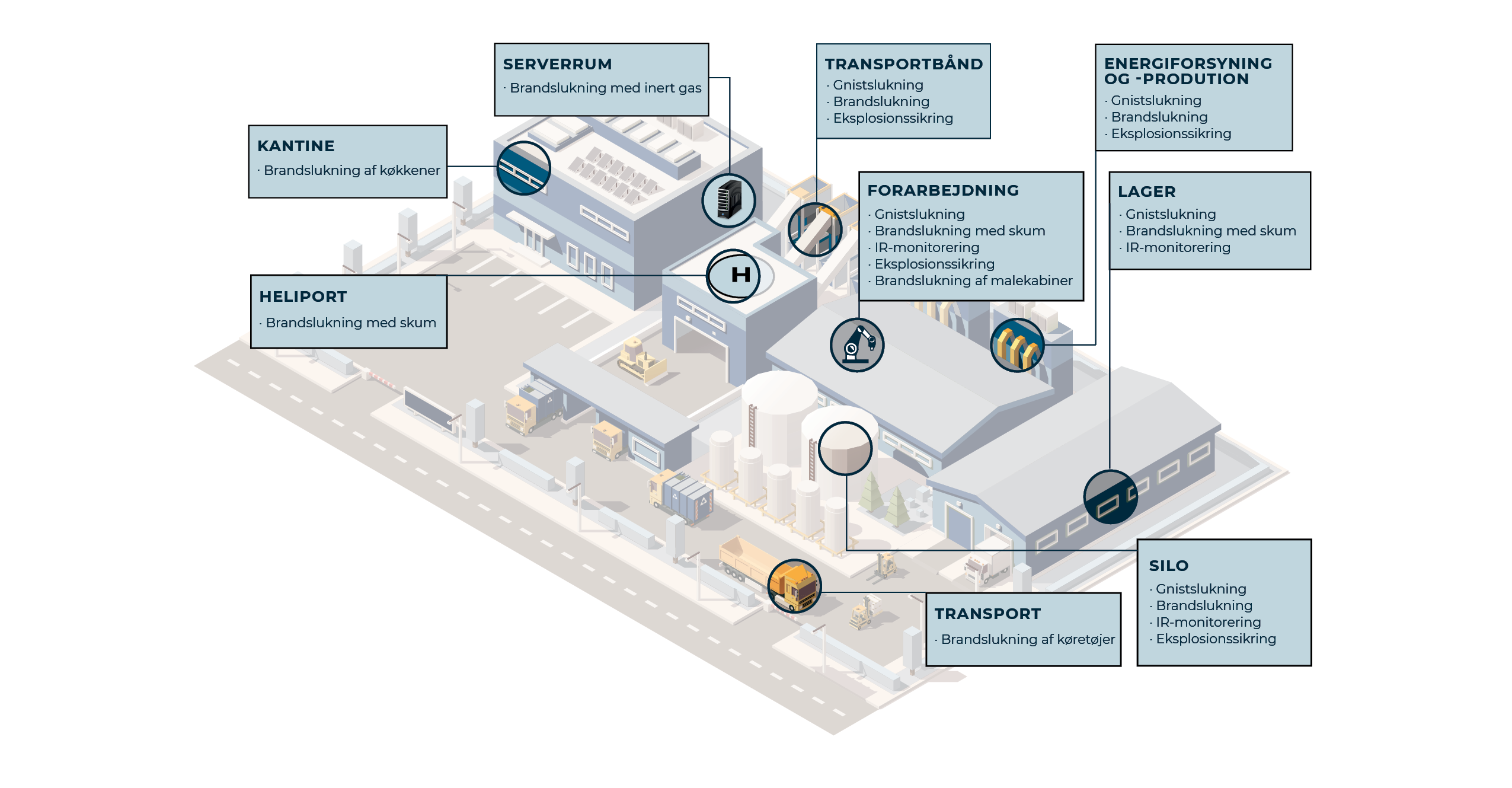
Specific risk areas that should be safeguarded include:
- Drying systems
- Silos
- Hammer mills
- Rollers
- Presses
- Sieves
- Transport systems
- Bucket elevators
- Cyclones
- Filters
- Extraction/ventilation
A fire and explosion protection solution from Nextech includes:
- Automatic detection and extinguishing of sparks, embers and other ignition sources – with minimal damage to production
- Effective and fast fire detection
- Advanced extinguishing mechanisms and agents that are approved for the food industry
- Detection of all incidents of sparks, embers or (excessively) high temperatures so that risk areas can be identified and remediated
- Rapid and effective venting or suppression of explosions to minimise risk to workers and production machinery
- Possibility of remote visual monitoring of high temperature areas via thermal monitoring.
SERVICE AND SUPPORT AGREEMENT
Naturally, we offer a fixed service and support agreement, so you can always trust that your fire and explosion protection solution is working efficiently and stably.